ÜgėŁ─·įLå¢Ī░║ŽĘ╩╩ą┐Ų░ž╩óŁh▒Ż┐Ų╝╝ėąŽ▐╣½╦ŠĪ▒Ų¾śI╣┘ŠWŻĪ
12─ĻīŻūóŁhŠ│╬█╚Šų╬└Ē
įOėŗĪó╔·«aĪó░▓čbĪó╩█║¾ę╗šŠ╩ĮĘ■äš
╚½ć°├Ō┘Mū╔įā¤ßŠĆŻ║
150-5515-7685
«öŪ░╬╗ų├Ż║ ŠWšŠ╩ūĒō > ą┬┬ääėæB
┬ōŽĄ╬ęéā

╣½╦Š├¹ĘQŻ║ ║ŽĘ╩╩ą┐Ų░ž╩óŁh▒Ż┐Ų╝╝ėąŽ▐╣½╦Š
╣┘ĘĮŠWųĘŻ║ www.weiweitouzi.cn
┬ōŽĄļŖįÆŻ║150-5515-7685
Ų¾śI╣╠įÆŻ║0551-64388109
ļŖūėÓ]ŽõŻ║Keposhine@163.com
╣½╦ŠĄžųĘŻ║║ŽĘ╩╩ąą┬šŠģ^ŠĢČ■┬Ę▒▒╝╬│╝┐Ų╝╝ł@┐ŲčąśŪČ■śŪ
«aŲĘų¬ūR
«öŪ░╬╗ų├Ż║ ŠWšŠ╩ūĒō > ą┬┬ääėæB > «aŲĘų¬ūR
ąŅ¤ß╩Į╚╝¤²╝╝ąg╠Ä└Ē╗»╣żąąśIVOCs Ą─░▓╚½ąįå¢Ņ}
üĒį┤Ż║┐Ų░ž╩óŁh▒Ż ░l▓╝ĢrķgŻ║2023-08-03
ļSų°ī”ŁhŠ│▒ŻūoĄ─╚šęµųžęĢŻ¼╦ßėĻ║═ņF÷▓╬█╚ŠęčĮøųØu£p╔┘Ż¼Ą½╩Ū│¶č§╬█╚Š╚į╚šęµ╝ėųžŻ¼│╔×ķė░ĒæŁhŠ│┐šÜŌ┘|┴┐Ą─ųžę¬╬█╚Šį┤Ż¼Į³─ĻüĒ╬ęć°ę“│¶č§╬█╚Šī¦ų┬Ą─╚╦┐┌╦└═÷öĄ┴┐ŲĮŠ∙į÷╝ė10.7%ĪŻ│¶č§╬█╚ŠĄ─ųžę¬Ū░¾w╬’╩ŪVOCsŻ¼į┌ūŽ═ŌŠĆĄ─ū„ė├Ž┬Ż¼VOCs ║═Ą¬č§╗»╬’Ģ■░l╔·ę╗ŽĄ┴ąÅ═ļsĄ─╣Ō╗»īWĘ┤æ¬Ż¼╔·│╔│¶č§║═ņF÷▓Č■┤╬Ņw┴ŻĪŻļm╚╗ŁhŠ│┐šÜŌųąĄ¬č§╗»╬’Ą─ØŌČ╚ėąę╗Č©│╠Č╚Ą─ĮĄĄ═Ż¼Ą½╩ŪVOCs Ą─£p┼┼▀M╚ļ┴╦Ų┐ŅiŲ┌Ż¼«a╔·│¶č§Ą─Ę┤æ¬ųąŻ¼VOCs ║═Ą¬č§╗»╬’ĘŪŠĆąįĻPŽĄŻ¼āH═©▀^Ą¬č§╗»╬’Ą─£p┼┼╔§ų┴Ģ■ī¦ų┬│¶č§ØŌČ╚Ą─╔Ž╔²ĪŻ×ķ┴╦ĮĄĄ═│¶č§╬█╚ŠŻ¼VOCs£p┼┼╩Ūųžųąų«ųžĪŻ╗»╣żąąśI╩Ū╬ęć°╣żśI¾wŽĄĄ─ų¦ų∙ąąśIŻ¼ę▓╩ŪVOCs ┼┼Ę┼Ą─ųžę¬ąąśIĪŻ
Ė∙ō■ųąć°ŁhŠ│ęÄäØį║Ą─蹊┐ĮY╣¹Ż¼╬ęć°VOCs ─Ļ┼┼Ę┼┴┐▀_ĄĮ3100 揯¼╬ęć°╔µ╝░VOCs ┼┼Ę┼Ą─ąąśI│¼▀^120 éĆŻ¼Ųõųą─Ļ┼┼Ę┼┴┐│¼▀^1 ╚f揥─ąąśI│¼▀^50 éĆĪŻ╗»╣żąąśIVOCsĄõą═╠žš„░³└©Ż║ÅUÜŌØŌČ╚Ė▀Īó▓©äėąį┤¾Īóā¶╗»ą¦┬╩ę¬Ū¾Ė▀ĪŻ
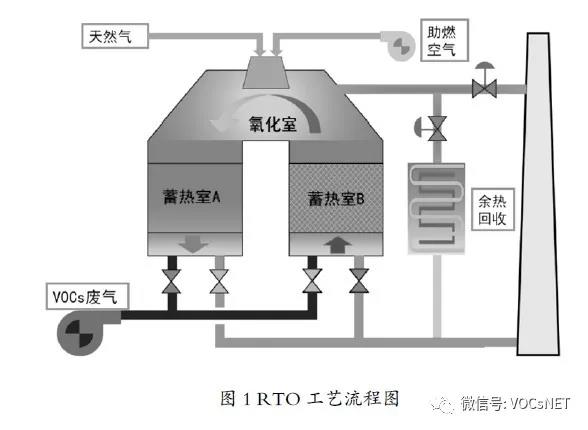
ąŅ¤ß╩Į╚╝¤²╝╝ągŻ©RTOŻ®ų„ę¬įŁ└Ē╩ŪŻ║ō]░ląįėąÖCÅUÜŌĮø▀^ŅA¤ß╩ę╔²£ž║¾Ż¼▀M╚ļ╚╝¤²╩ęĖ▀£žĘ┘¤²Ż©╔²£žĄĮ800ĪµŻ®Ż¼į┌Ė╗觥─Śl╝■Ž┬▀MąąÅžĄūĄ─č§╗»ĘųĮŌŻ¼ėąÖC╬’č§╗»│╔╦«║═Č■č§╗»╠╝Ż¼į┌Įø▀^┴Ē═Ōę╗éĆąŅ¤ß╩ęĄ─ąŅ¤ß¾w┤µā”¤ß┴┐Ż¼┤µā”Ą─¤ß┴┐┐╔ęįė├ė┌Ž┬ę╗▌åŅA¤ßą┬▀M╚ļĄ─ėąÖCÅUÜŌŻ¼Įø▀^ų▄Ų┌ąįĄžĖ─ūāÜŌ┴„ĘĮŽ“Å─Č°▒Ż│ųĀt╠┼£žČ╚Ą─ĘĆČ©ĪŻRTO ╣ż╦ć┴„│╠łDęŖłD1ĪŻ
ė╔ė┌ąŅ¤ß╩Į╚╝¤²╩Ūę╗ĘNÅžĄūĄ─č§╗»ĘųĮŌ╝╝ągŻ¼ā¶╗»ą¦┬╩Ė▀Ż¼─┐Ū░ÅVĘ║æ¬ė├ė┌╗»╣żąąśIĄ─VOCs ā¶╗»ĪŻĄ½ė╔ė┌╗»╣żąąśIVOCs ÅUÜŌØŌČ╚Ė▀Ż¼Ūę▓©äėąį┤¾Ż¼┤µį┌╚╝▒¼Ą─┐╔─▄ąįĪŻ2015 ─Ļ3 į┬ĮŁ╠K─│╗»╣żŲ¾śIRTO ā¶╗»ŽĄĮy▀B└mā╔┤╬░l╔·▒¼š©Ż¼ĮøØ·ōp╩¦▀_öĄ░┘╚fį¬Ż╗2020 ─Ļ8 į┬19 ╚šŻ¼šŃĮŁ─│╗»╣żŲ¾śIRTO ā¶╗»čbų├ÅUÜŌ╣▄Ą└▒¼┴čŻ¼ī¦ų┬╔·«aųąöÓŻ╗2019 ─Ļ6 į┬15 ╚šŻ¼░▓╗š─│╗»╣żŲ¾śIRTO ā¶╗»ŽĄĮyČ╠Ģrķgā╔┤╬░l╔·▒¼š©Ż¼ā¶╗»ŽĄĮyōpܦć└ųžĪŻ
╗»╣żąąśIĄ─VOCs ÅUÜŌØŌČ╚ę╗░Ń▒╚▌^Ė▀Ż¼į┌ĘŪš²│Ż╣żørŽ┬ėą┐╔─▄Ģ■│¼▀^▒¼š©Ž▐Ż╗ļm╚╗VOCs ╬█╚Š╬’ØŌČ╚▒╚▌^Ė▀Ż¼Ą½╩ŪÅUÜŌųąĄ─č§║¼┴┐═Ļ╚½┐╔ęįØMūŃ╚╝¤²▒¼š©Ą─ę¬Ū¾Ż╗į┌▓╗║Ž└ĒįOėŗ╗“š▀čbų├ĘŪš²│Ż▀\ąąŻ¼Č°ŅAĘ└┤ļ╩®▓╗ĄĮ╬╗ĢrŻ¼RTO čbų├▒Š╔ĒĄ─├„╗ĪóĖ▀¤ß╬’ęį╝░ļŖ╗╗©║═ņoļŖĄ╚Š∙┐╔─▄│╔×ķ³c╗į┤ĪŻ╗»╣żąąśI▓╔ė├ąŅ¤ß╩Į╚╝¤²╝╝ąg╠Ä└ĒVOCs ÅUÜŌĢrŻ¼ąĶę¬ųž³cĻPūó░▓╚½å¢Ņ}ĪŻ
1. ╗»╣żąąśIRTO ╠Ä└Ē╝╝ąg▀^│╠ųą▒¼š©ę¬╦žĘų╬÷Ė∙ō■▒¼š©╚²ę¬╦žŻ║┐╔╚╝╬’Īóų·╚╝╬’║═³c╗į┤▀Mąąš╣ķ_Ęų╬÷ĪŻ
1.1 ┐╔╚╝╬’
Ż©1Ż®╗»╣żąąśIÅUÜŌØŌČ╚Ė▀Īó▓©äėąį┤¾Ż¼į┌─│ą®╣żørŚl╝■Ž┬Ż¼▒╚╚ńšµ┐š▒├Ųõųąķ_åóĢrŻ¼┐╔─▄┤µį┌VOCs ÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─Ūķør│÷¼FĪŻ
Ż©2Ż®▓┐Ęų╔·«aįOéõ▒╚╚ńš¶sĖ¬╠Äė┌╣╩šŽĀŅæBŻ¼VOCs ╬’┴Ž▒╗╝ė¤ßī¦ų┬śOĖ▀ØŌČ╚Ą─’¢║═ėąÖC╬’š¶Ų¹▀M╚ļRTO ā¶╗»čbų├Ż¼ī¦ų┬╗ņ║ŽÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
Ż©3Ż®▓┐ĘųĖ▀Ęą³cVOCs ÅUÜŌį┌╩š╝»╠Ä└ĒŽĄĮyĄ═£ž╠Ä└õ─²Ż¼RTO ╠Ä└ĒŽĄĮyåóäėĢrŻ¼└õ─²Ą─ę║æBėąÖC╬’ų▒Įė▀M╚ļRTOŻ¼╗“š▀į┌║¾Ų┌£žČ╚╔²Ė▀ĢrŻ¼└õ─²Ą─ę║æBėąÖC╬’ō]░lų┴ÜŌŽÓŻ¼▀M╚ļRTOŻ¼ī¦ų┬RTO ā╚▓┐╗ņ║ŽÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
Ż©4Ż®ęūŠ█║Ž╬’┘|Ż¼╚ń▒ĮęꎮĄ╚Ż¼╚▌ęū░l╔·Š█║Ž│┴Ęeį┌RTO Ž┬╩ę¾w£žČ╚ŽÓī”▌^Ą═Ą─ąŅ¤ß¾w╠ÄŻ¼Š█║Ž╬’ļSų°£žČ╚Ą─ūā╗»Ż¼┐╔─▄░l╔·Č■┤╬ō]░lŻ¼ī¦ų┬RTO ā╚▓┐Šų▓┐ØŌČ╚▀^Ė▀│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
1.2 ų·╚╝╬’
Ż©1Ż®╗»╣żąąśIėąÖCę║¾w┤µā”┼cčbąČÅUÜŌęį╝░▀M│÷┴Ž║═Ę┤æ¬▀^│╠Ą─Ę┼┐šÅUÜŌŻ¼×ķĮĄĄ═╬’┴ŽĄ─ōp╩¦Ż¼ę╗░Ń▓╔╚Ī┤¾╣▄╠ūąĪ╣▄Ą─ÅUÜŌ▓Č╝»ĘĮ╩ĮŻ¼įō▓┐ĘųÅUÜŌ╩š╝»ĢrŻ¼Ģ■ę²╚ļę╗Č©┴┐Ą─┐šÜŌĪŻ
Ż©2Ż®Ę┤æ¬Ė¬Ą─═Č┴Ž┐┌ĪóĘ┼┴Ž┐┌║═╚Īśė┐┌ęį╝░╣Óčb╣ż╬╗Ż¼ę╗░Ń▓╔ė├╝»ÜŌšųĄ─ÅUÜŌ╩š╝»ĘĮ╩ĮŻ¼╩š╝»ÅUÜŌųą│²┴╦╔┘┴┐Ą─VOCs ═ŌŻ¼╗∙▒Šęį┐šÜŌ×ķų„ĪŻ
Ż©3Ż®╣╠ę║ĘųļxįOéõ║═Ė╔į’įOéõŻ¼ę╗░Ń═©▀^├▄ķ]Ą─įOéõ╗“š▀į÷įO├▄ķ]Ė¶ķg╩š╝»ÅUÜŌŻ¼ÅUÜŌųąĢ■ę²╚ļ┤¾┴┐╩ęā╚┐šÜŌĪŻ
Ż©4Ż®ÅU╦«╝»▌ö║═╠Ä└ĒŽĄĮyęį╝░╣╠ÅU┘A┤µł÷╦∙Ż¼ę╗░Ń═©▀^╚½├µōQ’LĄ─ĘĮ╩Į╩š╝»ÅUÜŌŻ¼╩š╝»ÅUÜŌųą│²┴╦╔┘┴┐Ą─VOCs ═ŌŻ¼╗∙▒Šęį┐šÜŌ×ķų„ĪŻ
1.3 ³c╗į┤
Ż©1Ż®RTO ╚╝¤²╩ęā╚├„╗Ż║«ö▀M╚ļRTO ā╚Ą─VOCs ╚╝¤²ßīĘ┼Ą─Øō¤ß▓╗ūŃęįŠS│ųRTO š²│Ż▀\ąą╦∙ąĶꬥ─£žČ╚ĢrŻ¼ąĶę¬Ņ~═Ōča│õ╠ņ╚╗ÜŌ▓ó³c╗╔²£žĪŻRTO Ātā╚ę╗ų▒ŠS│ųų°Ė▀£ž├„╗ĀŅæBŻ¼╩Ū╩┬╣╩░l╔·Ģr*ę¬┐╝æ]Ą─³c╗į┤ĪŻ
Ż©2Ż®ļŖ╗╗©Ż║ę╗░ŃRTO Ą─▌oų·╝ė¤ßŽĄĮy▓╔ė├ļŖ╗╗©³c╗Ų„Ż¼į┌RTO Āt│§╩╝╔²£žĢrŻ¼╚ń╣¹Ātā╚ėąÖC╬’│¼▀^▒¼š©Ž▐Ż¼įōļŖ╗╗©ę▓┐╔─▄│╔×ķ³c╗į┤ĪŻ
Ż©3Ż®Ė▀¤ß╬’Ż║RTO ╔²£ž║¾Ż¼č§╗»Ātā╚Ą─ąŅ¤ß╠š┤╔ęį╝░Å─č§╗»Ātųą╚Ī¤ßĄ─ÅUÜŌŠ∙×ķĖ▀¤ß╬’Ż¼╚ńę“ŽĄĮy╣╩šŽŻ¼Ė▀¤ß╬’╗ž╗─µ┴„ė÷ĄĮ┐╔╚╝╬’Ż¼╗“š▀Ė▀ė┌┐╔▒¼š©│╔ĘųĄ─Ų╚╝³cĢrŻ¼Ė▀¤ß╬’ę▓Ģ■│╔×ķ³c╗į┤ĪŻ
2. ░▓╚½Ę└┐žĘų╬÷
RTO ╠Ä└ĒŽĄĮy▒¼š©Ą─░l╔·Ż¼ąĶę¬ØMūŃ╚²ę¬╦žŻ¼╝┤┐╔╚╝╬’Īóų·╚╝╬’║═³c╗į┤Ż¼╦∙ęį░▓╚½Ę└┐ž┤ļ╩®ų„ę¬ßśī”ęį╔Ž╚²ę¬╦žĄ─Ę└┐žĪŻ
2.1 ć└┐ž┐╔╚╝╬’ØŌČ╚
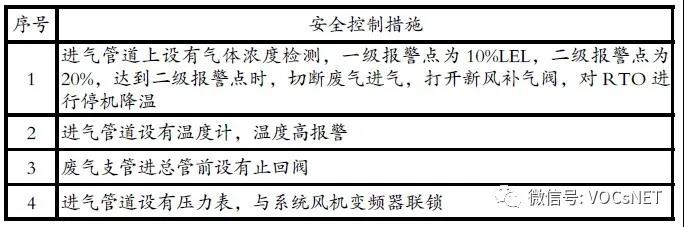
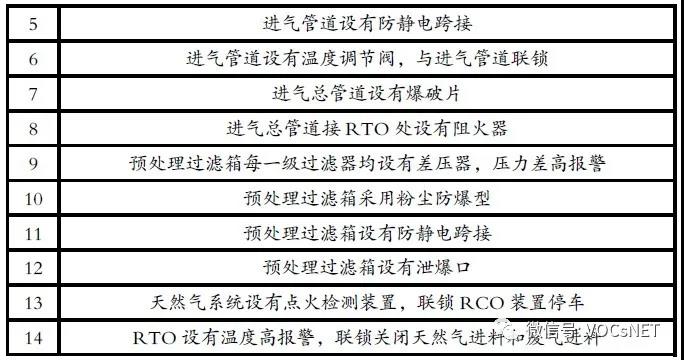
┐╝æ]ĄĮRTO ▒Š╔ĒŠ▀ėą├„╗Ż¼╚ń╣¹▀M┐┌ØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ż¼╚╬║╬Ę└┐ž┤ļ╩®Č╝¤oØ·ė┌╩┬Ż¼æ¬ć└Ė±┐žųŲRTO▀M┐┌ėąÖC╬’Ą─ØŌČ╚Ż¼╩╣Ųõ┐žųŲį┌ī”æ¬ÜŌ¾w▒¼š©Ž┬Ž▐Ą─25% ęįā╚ĪŻĘ└┐ž┤ļ╩®ų„ę¬ėąŻ║RTO ▀MÜŌ╣▄Ą└╔ŽįOų├ÜŌ¾wØŌČ╚Öz£yŻ¼ę╗╝ēł¾Š»³c×ķ10%LELŻ¼Č■╝ēł¾Š»³c×ķ20%Ż¼▀_ĄĮČ■╝ēł¾Š»³cĢrŻ¼ŪąöÓÅUÜŌ▀MÜŌŻ¼┤“ķ_ą┬’LčaÜŌķyŻ¼ī”RTO ▀Mąą═ŻÖCĮĄŻ╗ī”ė┌Ė▀ØŌČ╚ÅUÜŌŻ¼RTO ╚ļ┐┌╝ėŽĪßī’LķyŻ╗ÅUÜŌ╚ļ┐┌╝ėŠÅø_╣▐Ż¼ŠÅø_╣▐Ą─¾wĘeę¬įOėŗĄ├«öŻ╗ØŌČ╚▒O£yāxĪóŽĪßī’LķyĪóRTO ’LÖCĄ╚āxŲ„įOéõų«ķgĄ─▀Bµi┐žųŲŻ¼ī”═╗░lå¢Ņ}*Ģrķgū÷│÷š²┤_Ą─äėū„ĪŻ
2.2 ░▓╚½’LļUįu╣└
RTO ╠Ä└ĒŽĄĮyĄ─░▓╚½įO╩®æ¬┼cų„¾w╣ż│╠═¼ĢrįOėŗĪó═¼Ģr╩®╣żĪó═¼Ģr═Č╚ļ╩╣ė├Ż¼╗»╣żąąśIÅUÜŌ│╔ĘųÅ═ļsŻ¼æ¬▀Mąą░▓╚½’LļUįu╣└šōūCŻ¼▓╔ė├HAZOP Ą╚▄ø╝■Ęų╬÷▓ó▓╔╚ĪŽÓæ¬Ą─░▓╚½┤ļ╩®ĪŻ
2.3 ÅŖ╗»ŅA╠Ä└Ē┤ļ╩®
╗»╣żąąśIÅUÜŌ┼┼Ę┼ØŌČ╚▓©äėąį┤¾Ż¼ę╗░ŃĢ■║¼ėą╦ßņF║═Ņw┴Ż╬’Ż¼į┌▀M╚ļRTO ╚╝¤²ĢrŻ¼ąĶę¬▀Mąą╗ņä“║═╚ź│²╦ßņF║═Ņw┴Ż╬’ĪŻĮ©ūhŲ¾śI▓╔ė├PP ēAŽ┤╦■ī”ėąÖCÅUÜŌ▀MąąŅA╠Ä└ĒŻ¼ė╔ė┌PP ╠Ņ┴Ž╦■ÅŖČ╚▓╗Ė▀Ż¼į┌░l╔·╩┬╣╩ĢrśOęūą╣▒¼Ż¼*┤¾Ž▐Č╚Ąž▒ŻūCŽĄĮy░▓╚½ĪŻ
2.4 į÷įO▒žę¬Ą─Ę└╗ĪóĘ└▒¼║═ą╣▒¼Ą╚┤ļ╩®
ÅUÜŌ╩š╝»┐é╣▄ųą░▓čbĘ└╗ķyŻ¼Ę└╗ķyæ¬Ę¹║ŽGB15930 Ą─ŽÓĻPęÄČ©Ż╗į┌RTO ╚ļ┐┌╝ėčbūĶ╗Ų„Ż¼ūĶ╗Ų„æ¬Ę¹║ŽGB/T13347Ą─ŽÓĻPęÄČ©Ż╗į┌RTO ╚╝¤²╩ęĪóŠÅø_╣▐Īó╣▄Ą└╣šÅØ╠Ä╝ėą╣▒¼Ų¼Ż¼Ę└▒¼ą╣ē║įOėŗæ¬Ę¹║ŽGB 50160 Ą─ŽÓĻPęÄČ©Ż╗į┌RTO įOéõĖĮĮ³įOų├ę╗ą®Ž¹Ę└įO╩®Ż╗’LÖCĪóļŖÖC║═ų├ė┌¼Fł÷Ą─ļŖÜŌāx▒ĒĄ╚įOéõĄ─Ę└▒¼Ą╚╝ēæ¬▓╗Ą═ė┌¼Fł÷╝ēäeĪŻ
2.5 ā×╗»╩š╝»ŽĄĮy
ÅUÜŌĄ─╩š╝»ęį╝░’LÖC▀xė├ąĶ▀MąąęÄĘČ╗»įOėŗŻ¼ÅUÜŌ╩š╝»╣▄ŠĆąĶĮy╗IęÄäØŻ¼ą╬│╔ų¦╣▄ŻŁų„╣▄ŻŁ╠Ä└Ēčbų├ŻŁ┐é┼┼┐┌Ą─╩š╝»╠Ä└ĒŽĄĮyŻ¼┤_▒ŻÅUÜŌ╩š╝»ą¦╣¹Ż¼╩š╝»╣▄ŠWæ¬┐╝æ]▒žę¬Ą─Ę└╗║═ą╣▒¼ĪŻ▓╔ė├Įī┘▓─┘|Ą─╩š╝»╣▄ŠWĢrŻ¼æ¬┐╝æ]ņoļŖ┐ńĮėĪóŽĄĮyĮėĄžĄ╚┤ļ╩®Ż¼╝░Ģrī¦│÷ņoļŖŻ¼▒▄├ŌĘeŠ█Ż¼ĮėĄžļŖūĶæ¬ąĪė┌4QŻ¼Ę└└ūįOėŗæ¬Ę¹║ŽGB 50057ĪóSH/T3038 Ą─ŽÓĻPęÄČ©Ż╗▒▄├Ō╣▄Ą└ųą┤µį┌ų▒ĮŪ║═╝ŌĮŪŻ¼£p╔┘ę“─”▓┴Č°ī¦ų┬Ą─ņoļŖĪŻ
2.6 ā×╗»╠Ä└ĒŽĄĮy
RTO ĀtįOėŗĢrī”ÅUÜŌ▀MąąÜŌ┴„ł÷║═¤ß┴„ł÷─ŻöMŻ¼ŲõųąÜŌ┴„ł÷─ŻöM┤_▒ŻRTO Ātā╚¤o╦└ĮŪŻ¼ÅUÜŌ─▄ē“Š∙ä“┴„Ģ│═©▀^Ż¼▒▄├ŌŠų▓┐═─┴„╗“ØŌČ╚▀^Ė▀Ż╗¤ß┴„ł÷─ŻöM┤_Č©╠š┤╔čb╠Ņ┴┐Ż¼▀xō±▀mę╦¤ß╗ž╩šą¦┬╩Ż¼▒▄├ŌRTO ĀtąŅ¤ß╩ę└õČ╦£žČ╚▀^Ė▀Ż¼£p╔┘░▓╚½ļ[╗╝ĪŻ
2.7 ā×╗»▀\ŠS┤ļ╩®
╠Ä└ĒŽĄĮy║Ž└Ēėąą¦Ą─▀\ŠS╩Ū▒ŻūCš²│ŻĘĆČ©▀\ąąĄ─▒žę¬Śl╝■Ż¼æ¬Č©Ų┌ī”╠Ä└ĒŽĄĮy▀Mąą³cÖzŠSą▐║═┼┼▓ķļ[╗╝Ż¼▒╚╚ń╝░Ģr┼┼│÷╩š╝»╣▄ŠWųąĄ─Ęeę║Ż¼▒▄├ŌĘeę║ųąĄ─VOCs į┘┤╬ō]░lų┴ÜŌŽÓŻ¼ī¦ų┬ÜŌŽÓųąØŌČ╚▀^Ė▀Ż╗┤_▒ŻŅA╠Ä└ĒįO╩®Ą─▀\ąąą¦┬╩Ż¼▒▄├ŌRTOĀtųą╠Ņ┴ŽČ┬╚¹Ż¼ę²░löÓ┴„įņ│╔░▓╚½ļ[╗╝ĪŻ
2.8 įOų├Ė„ŅÉ░▓╚½ŅAŠ»┤ļ╩®
╚╝┴Ž╣®ĮoŽĄĮyæ¬įOų├Ė▀Ą═ē║▒Żūo║═ą╣┬®ł¾Š»čbų├Ż╗ē║┐s┐šÜŌŽĄĮyæ¬įOų├Ą═ē║▒Żūo║═ł¾Š»čbų├Ż╗įOų├UPS éõė├ļŖį┤║═ē║┐s┐šÜŌā”ÜŌ╣▐Ż╗įOų├æ¬╝▒┼┼┐š╣▄Ą└Ż¼ć└Į¹┼cĖ▀£ž┼┼┐š╣▄Ą└╣▓ė├¤¤ćĶ┼┼Ę┼Ż╗╠Ä└ĒŽĄĮyæ¬įOų├░▓╚½āx▒ĒŽĄĮyŻ¼ī”’LÖCĪóķyķTĪó╚╝¤²Ų„ĪóĀt╠┼║═ÅUÜŌ╣▄Ą└Ą╚įOéõįO╩®Ą─ĻPµIģóöĄ▀MąąīŹĢr▒O┐ž║═┬ōµiŻ╗ĻPµIįOéõ░▓╚½āx▒ĒŽĄĮyæ¬▓╗Ą═ė┌SIL2 ś╦£╩įOėŗĪŻ
2.9 Øu▀M╗»┐ŲīWš{įć
RTO Ātš{įćĢr└Ē欎╚▀Mąą┐š▌dš{įćŻ¼┤²┐š▌dš{įćĘĆČ©║¾į┘ų▓ĮĮė╚ļĄ═ØŌČ╚ėąÖCÅUÜŌŻ¼╚ńŲ¾śI╬█╦«│ž╝ė╔w╩š╝»║¾ÅUÜŌĪó▄ćķgōQ’LÅUÜŌĄ╚Ż¼*ĮKį┘ų▓ĮĮė╚ļĖ▀ØŌČ╚ÅUÜŌĪŻ═¼Ģrī”öMĮė╚ļĖ▀ØŌČ╚ÅUÜŌĄ─┼┼Ę┼┴„┴┐Īó┼┼Ę┼ØŌČ╚▀MąąÖz£yŻ¼ųž³cĻPūóĘÕĢrØŌČ╚Ż¼ĘÕųĄØŌČ╚▓╗Ą├│¼Ė▀╗ņ║ŽÅUÜŌ▒¼š©Ž┬Ž▐Ą─25%ĪŻ
3. īŹļH░Ė└²Ęų╬÷
─│╗»╣żąąśIÅUÜŌ’L┴┐×ķ30000 m3/hŻ¼ÅUÜŌųą║¼ėą¹}╦ßĪóŅw┴Ż╬’║═VOCsŻ¼▓╔ė├ēAŽ┤+ Ė╔╩Į▀^×V+RTO ╠Ä└ĒŲ¾śI╗ņ║ŽÅUÜŌŻ¼RTO ×ķ╚²╩ęRTOŻ¼VOCs ▀MÜŌØŌČ╚×ķ1250mg/m3Ż¼ŠC║Žā¶╗»ą¦┬╩┐╔ęį▀_ĄĮ99%ĪŻ─┐Ū░ęč▀B└mĘĆČ©▀\ąą5 ─ĻŻ¼įō╠Ä└ĒŽĄĮyĄ─░▓╚½┐žųŲ┤ļ╩®įöęŖŽ┬▒ĒĪŻ
Ė∙ō■ųąć°ŁhŠ│ęÄäØį║Ą─蹊┐ĮY╣¹Ż¼╬ęć°VOCs ─Ļ┼┼Ę┼┴┐▀_ĄĮ3100 揯¼╬ęć°╔µ╝░VOCs ┼┼Ę┼Ą─ąąśI│¼▀^120 éĆŻ¼Ųõųą─Ļ┼┼Ę┼┴┐│¼▀^1 ╚f揥─ąąśI│¼▀^50 éĆĪŻ╗»╣żąąśIVOCsĄõą═╠žš„░³└©Ż║ÅUÜŌØŌČ╚Ė▀Īó▓©äėąį┤¾Īóā¶╗»ą¦┬╩ę¬Ū¾Ė▀ĪŻ
ąŅ¤ß╩Į╚╝¤²╝╝ągŻ©RTOŻ®ų„ę¬įŁ└Ē╩ŪŻ║ō]░ląįėąÖCÅUÜŌĮø▀^ŅA¤ß╩ę╔²£ž║¾Ż¼▀M╚ļ╚╝¤²╩ęĖ▀£žĘ┘¤²Ż©╔²£žĄĮ800ĪµŻ®Ż¼į┌Ė╗觥─Śl╝■Ž┬▀MąąÅžĄūĄ─č§╗»ĘųĮŌŻ¼ėąÖC╬’č§╗»│╔╦«║═Č■č§╗»╠╝Ż¼į┌Įø▀^┴Ē═Ōę╗éĆąŅ¤ß╩ęĄ─ąŅ¤ß¾w┤µā”¤ß┴┐Ż¼┤µā”Ą─¤ß┴┐┐╔ęįė├ė┌Ž┬ę╗▌åŅA¤ßą┬▀M╚ļĄ─ėąÖCÅUÜŌŻ¼Įø▀^ų▄Ų┌ąįĄžĖ─ūāÜŌ┴„ĘĮŽ“Å─Č°▒Ż│ųĀt╠┼£žČ╚Ą─ĘĆČ©ĪŻRTO ╣ż╦ć┴„│╠łDęŖłD1ĪŻ
łD1 RTO ╣ż╦ć┴„│╠łD
ė╔ė┌ąŅ¤ß╩Į╚╝¤²╩Ūę╗ĘNÅžĄūĄ─č§╗»ĘųĮŌ╝╝ągŻ¼ā¶╗»ą¦┬╩Ė▀Ż¼─┐Ū░ÅVĘ║æ¬ė├ė┌╗»╣żąąśIĄ─VOCs ā¶╗»ĪŻĄ½ė╔ė┌╗»╣żąąśIVOCs ÅUÜŌØŌČ╚Ė▀Ż¼Ūę▓©äėąį┤¾Ż¼┤µį┌╚╝▒¼Ą─┐╔─▄ąįĪŻ2015 ─Ļ3 į┬ĮŁ╠K─│╗»╣żŲ¾śIRTO ā¶╗»ŽĄĮy▀B└mā╔┤╬░l╔·▒¼š©Ż¼ĮøØ·ōp╩¦▀_öĄ░┘╚fį¬Ż╗2020 ─Ļ8 į┬19 ╚šŻ¼šŃĮŁ─│╗»╣żŲ¾śIRTO ā¶╗»čbų├ÅUÜŌ╣▄Ą└▒¼┴čŻ¼ī¦ų┬╔·«aųąöÓŻ╗2019 ─Ļ6 į┬15 ╚šŻ¼░▓╗š─│╗»╣żŲ¾śIRTO ā¶╗»ŽĄĮyČ╠Ģrķgā╔┤╬░l╔·▒¼š©Ż¼ā¶╗»ŽĄĮyōpܦć└ųžĪŻ
╗»╣żąąśIĄ─VOCs ÅUÜŌØŌČ╚ę╗░Ń▒╚▌^Ė▀Ż¼į┌ĘŪš²│Ż╣żørŽ┬ėą┐╔─▄Ģ■│¼▀^▒¼š©Ž▐Ż╗ļm╚╗VOCs ╬█╚Š╬’ØŌČ╚▒╚▌^Ė▀Ż¼Ą½╩ŪÅUÜŌųąĄ─č§║¼┴┐═Ļ╚½┐╔ęįØMūŃ╚╝¤²▒¼š©Ą─ę¬Ū¾Ż╗į┌▓╗║Ž└ĒįOėŗ╗“š▀čbų├ĘŪš²│Ż▀\ąąŻ¼Č°ŅAĘ└┤ļ╩®▓╗ĄĮ╬╗ĢrŻ¼RTO čbų├▒Š╔ĒĄ─├„╗ĪóĖ▀¤ß╬’ęį╝░ļŖ╗╗©║═ņoļŖĄ╚Š∙┐╔─▄│╔×ķ³c╗į┤ĪŻ╗»╣żąąśI▓╔ė├ąŅ¤ß╩Į╚╝¤²╝╝ąg╠Ä└ĒVOCs ÅUÜŌĢrŻ¼ąĶę¬ųž³cĻPūó░▓╚½å¢Ņ}ĪŻ
1. ╗»╣żąąśIRTO ╠Ä└Ē╝╝ąg▀^│╠ųą▒¼š©ę¬╦žĘų╬÷Ė∙ō■▒¼š©╚²ę¬╦žŻ║┐╔╚╝╬’Īóų·╚╝╬’║═³c╗į┤▀Mąąš╣ķ_Ęų╬÷ĪŻ
1.1 ┐╔╚╝╬’
Ż©1Ż®╗»╣żąąśIÅUÜŌØŌČ╚Ė▀Īó▓©äėąį┤¾Ż¼į┌─│ą®╣żørŚl╝■Ž┬Ż¼▒╚╚ńšµ┐š▒├Ųõųąķ_åóĢrŻ¼┐╔─▄┤µį┌VOCs ÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─Ūķør│÷¼FĪŻ
Ż©2Ż®▓┐Ęų╔·«aįOéõ▒╚╚ńš¶sĖ¬╠Äė┌╣╩šŽĀŅæBŻ¼VOCs ╬’┴Ž▒╗╝ė¤ßī¦ų┬śOĖ▀ØŌČ╚Ą─’¢║═ėąÖC╬’š¶Ų¹▀M╚ļRTO ā¶╗»čbų├Ż¼ī¦ų┬╗ņ║ŽÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
Ż©3Ż®▓┐ĘųĖ▀Ęą³cVOCs ÅUÜŌį┌╩š╝»╠Ä└ĒŽĄĮyĄ═£ž╠Ä└õ─²Ż¼RTO ╠Ä└ĒŽĄĮyåóäėĢrŻ¼└õ─²Ą─ę║æBėąÖC╬’ų▒Įė▀M╚ļRTOŻ¼╗“š▀į┌║¾Ų┌£žČ╚╔²Ė▀ĢrŻ¼└õ─²Ą─ę║æBėąÖC╬’ō]░lų┴ÜŌŽÓŻ¼▀M╚ļRTOŻ¼ī¦ų┬RTO ā╚▓┐╗ņ║ŽÅUÜŌØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
Ż©4Ż®ęūŠ█║Ž╬’┘|Ż¼╚ń▒ĮęꎮĄ╚Ż¼╚▌ęū░l╔·Š█║Ž│┴Ęeį┌RTO Ž┬╩ę¾w£žČ╚ŽÓī”▌^Ą═Ą─ąŅ¤ß¾w╠ÄŻ¼Š█║Ž╬’ļSų°£žČ╚Ą─ūā╗»Ż¼┐╔─▄░l╔·Č■┤╬ō]░lŻ¼ī¦ų┬RTO ā╚▓┐Šų▓┐ØŌČ╚▀^Ė▀│¼▀^▒¼š©Ž┬Ž▐Ą─ŪķørĪŻ
1.2 ų·╚╝╬’
Ż©1Ż®╗»╣żąąśIėąÖCę║¾w┤µā”┼cčbąČÅUÜŌęį╝░▀M│÷┴Ž║═Ę┤æ¬▀^│╠Ą─Ę┼┐šÅUÜŌŻ¼×ķĮĄĄ═╬’┴ŽĄ─ōp╩¦Ż¼ę╗░Ń▓╔╚Ī┤¾╣▄╠ūąĪ╣▄Ą─ÅUÜŌ▓Č╝»ĘĮ╩ĮŻ¼įō▓┐ĘųÅUÜŌ╩š╝»ĢrŻ¼Ģ■ę²╚ļę╗Č©┴┐Ą─┐šÜŌĪŻ
Ż©2Ż®Ę┤æ¬Ė¬Ą─═Č┴Ž┐┌ĪóĘ┼┴Ž┐┌║═╚Īśė┐┌ęį╝░╣Óčb╣ż╬╗Ż¼ę╗░Ń▓╔ė├╝»ÜŌšųĄ─ÅUÜŌ╩š╝»ĘĮ╩ĮŻ¼╩š╝»ÅUÜŌųą│²┴╦╔┘┴┐Ą─VOCs ═ŌŻ¼╗∙▒Šęį┐šÜŌ×ķų„ĪŻ
Ż©3Ż®╣╠ę║ĘųļxįOéõ║═Ė╔į’įOéõŻ¼ę╗░Ń═©▀^├▄ķ]Ą─įOéõ╗“š▀į÷įO├▄ķ]Ė¶ķg╩š╝»ÅUÜŌŻ¼ÅUÜŌųąĢ■ę²╚ļ┤¾┴┐╩ęā╚┐šÜŌĪŻ
Ż©4Ż®ÅU╦«╝»▌ö║═╠Ä└ĒŽĄĮyęį╝░╣╠ÅU┘A┤µł÷╦∙Ż¼ę╗░Ń═©▀^╚½├µōQ’LĄ─ĘĮ╩Į╩š╝»ÅUÜŌŻ¼╩š╝»ÅUÜŌųą│²┴╦╔┘┴┐Ą─VOCs ═ŌŻ¼╗∙▒Šęį┐šÜŌ×ķų„ĪŻ
1.3 ³c╗į┤
Ż©1Ż®RTO ╚╝¤²╩ęā╚├„╗Ż║«ö▀M╚ļRTO ā╚Ą─VOCs ╚╝¤²ßīĘ┼Ą─Øō¤ß▓╗ūŃęįŠS│ųRTO š²│Ż▀\ąą╦∙ąĶꬥ─£žČ╚ĢrŻ¼ąĶę¬Ņ~═Ōča│õ╠ņ╚╗ÜŌ▓ó³c╗╔²£žĪŻRTO Ātā╚ę╗ų▒ŠS│ųų°Ė▀£ž├„╗ĀŅæBŻ¼╩Ū╩┬╣╩░l╔·Ģr*ę¬┐╝æ]Ą─³c╗į┤ĪŻ
Ż©2Ż®ļŖ╗╗©Ż║ę╗░ŃRTO Ą─▌oų·╝ė¤ßŽĄĮy▓╔ė├ļŖ╗╗©³c╗Ų„Ż¼į┌RTO Āt│§╩╝╔²£žĢrŻ¼╚ń╣¹Ātā╚ėąÖC╬’│¼▀^▒¼š©Ž▐Ż¼įōļŖ╗╗©ę▓┐╔─▄│╔×ķ³c╗į┤ĪŻ
Ż©3Ż®Ė▀¤ß╬’Ż║RTO ╔²£ž║¾Ż¼č§╗»Ātā╚Ą─ąŅ¤ß╠š┤╔ęį╝░Å─č§╗»Ātųą╚Ī¤ßĄ─ÅUÜŌŠ∙×ķĖ▀¤ß╬’Ż¼╚ńę“ŽĄĮy╣╩šŽŻ¼Ė▀¤ß╬’╗ž╗─µ┴„ė÷ĄĮ┐╔╚╝╬’Ż¼╗“š▀Ė▀ė┌┐╔▒¼š©│╔ĘųĄ─Ų╚╝³cĢrŻ¼Ė▀¤ß╬’ę▓Ģ■│╔×ķ³c╗į┤ĪŻ
2. ░▓╚½Ę└┐žĘų╬÷
RTO ╠Ä└ĒŽĄĮy▒¼š©Ą─░l╔·Ż¼ąĶę¬ØMūŃ╚²ę¬╦žŻ¼╝┤┐╔╚╝╬’Īóų·╚╝╬’║═³c╗į┤Ż¼╦∙ęį░▓╚½Ę└┐ž┤ļ╩®ų„ę¬ßśī”ęį╔Ž╚²ę¬╦žĄ─Ę└┐žĪŻ
2.1 ć└┐ž┐╔╚╝╬’ØŌČ╚
┐╝æ]ĄĮRTO ▒Š╔ĒŠ▀ėą├„╗Ż¼╚ń╣¹▀M┐┌ØŌČ╚│¼▀^▒¼š©Ž┬Ž▐Ż¼╚╬║╬Ę└┐ž┤ļ╩®Č╝¤oØ·ė┌╩┬Ż¼æ¬ć└Ė±┐žųŲRTO▀M┐┌ėąÖC╬’Ą─ØŌČ╚Ż¼╩╣Ųõ┐žųŲį┌ī”æ¬ÜŌ¾w▒¼š©Ž┬Ž▐Ą─25% ęįā╚ĪŻĘ└┐ž┤ļ╩®ų„ę¬ėąŻ║RTO ▀MÜŌ╣▄Ą└╔ŽįOų├ÜŌ¾wØŌČ╚Öz£yŻ¼ę╗╝ēł¾Š»³c×ķ10%LELŻ¼Č■╝ēł¾Š»³c×ķ20%Ż¼▀_ĄĮČ■╝ēł¾Š»³cĢrŻ¼ŪąöÓÅUÜŌ▀MÜŌŻ¼┤“ķ_ą┬’LčaÜŌķyŻ¼ī”RTO ▀Mąą═ŻÖCĮĄŻ╗ī”ė┌Ė▀ØŌČ╚ÅUÜŌŻ¼RTO ╚ļ┐┌╝ėŽĪßī’LķyŻ╗ÅUÜŌ╚ļ┐┌╝ėŠÅø_╣▐Ż¼ŠÅø_╣▐Ą─¾wĘeę¬įOėŗĄ├«öŻ╗ØŌČ╚▒O£yāxĪóŽĪßī’LķyĪóRTO ’LÖCĄ╚āxŲ„įOéõų«ķgĄ─▀Bµi┐žųŲŻ¼ī”═╗░lå¢Ņ}*Ģrķgū÷│÷š²┤_Ą─äėū„ĪŻ
2.2 ░▓╚½’LļUįu╣└
RTO ╠Ä└ĒŽĄĮyĄ─░▓╚½įO╩®æ¬┼cų„¾w╣ż│╠═¼ĢrįOėŗĪó═¼Ģr╩®╣żĪó═¼Ģr═Č╚ļ╩╣ė├Ż¼╗»╣żąąśIÅUÜŌ│╔ĘųÅ═ļsŻ¼æ¬▀Mąą░▓╚½’LļUįu╣└šōūCŻ¼▓╔ė├HAZOP Ą╚▄ø╝■Ęų╬÷▓ó▓╔╚ĪŽÓæ¬Ą─░▓╚½┤ļ╩®ĪŻ
2.3 ÅŖ╗»ŅA╠Ä└Ē┤ļ╩®
╗»╣żąąśIÅUÜŌ┼┼Ę┼ØŌČ╚▓©äėąį┤¾Ż¼ę╗░ŃĢ■║¼ėą╦ßņF║═Ņw┴Ż╬’Ż¼į┌▀M╚ļRTO ╚╝¤²ĢrŻ¼ąĶę¬▀Mąą╗ņä“║═╚ź│²╦ßņF║═Ņw┴Ż╬’ĪŻĮ©ūhŲ¾śI▓╔ė├PP ēAŽ┤╦■ī”ėąÖCÅUÜŌ▀MąąŅA╠Ä└ĒŻ¼ė╔ė┌PP ╠Ņ┴Ž╦■ÅŖČ╚▓╗Ė▀Ż¼į┌░l╔·╩┬╣╩ĢrśOęūą╣▒¼Ż¼*┤¾Ž▐Č╚Ąž▒ŻūCŽĄĮy░▓╚½ĪŻ
2.4 į÷įO▒žę¬Ą─Ę└╗ĪóĘ└▒¼║═ą╣▒¼Ą╚┤ļ╩®
ÅUÜŌ╩š╝»┐é╣▄ųą░▓čbĘ└╗ķyŻ¼Ę└╗ķyæ¬Ę¹║ŽGB15930 Ą─ŽÓĻPęÄČ©Ż╗į┌RTO ╚ļ┐┌╝ėčbūĶ╗Ų„Ż¼ūĶ╗Ų„æ¬Ę¹║ŽGB/T13347Ą─ŽÓĻPęÄČ©Ż╗į┌RTO ╚╝¤²╩ęĪóŠÅø_╣▐Īó╣▄Ą└╣šÅØ╠Ä╝ėą╣▒¼Ų¼Ż¼Ę└▒¼ą╣ē║įOėŗæ¬Ę¹║ŽGB 50160 Ą─ŽÓĻPęÄČ©Ż╗į┌RTO įOéõĖĮĮ³įOų├ę╗ą®Ž¹Ę└įO╩®Ż╗’LÖCĪóļŖÖC║═ų├ė┌¼Fł÷Ą─ļŖÜŌāx▒ĒĄ╚įOéõĄ─Ę└▒¼Ą╚╝ēæ¬▓╗Ą═ė┌¼Fł÷╝ēäeĪŻ
2.5 ā×╗»╩š╝»ŽĄĮy
ÅUÜŌĄ─╩š╝»ęį╝░’LÖC▀xė├ąĶ▀MąąęÄĘČ╗»įOėŗŻ¼ÅUÜŌ╩š╝»╣▄ŠĆąĶĮy╗IęÄäØŻ¼ą╬│╔ų¦╣▄ŻŁų„╣▄ŻŁ╠Ä└Ēčbų├ŻŁ┐é┼┼┐┌Ą─╩š╝»╠Ä└ĒŽĄĮyŻ¼┤_▒ŻÅUÜŌ╩š╝»ą¦╣¹Ż¼╩š╝»╣▄ŠWæ¬┐╝æ]▒žę¬Ą─Ę└╗║═ą╣▒¼ĪŻ▓╔ė├Įī┘▓─┘|Ą─╩š╝»╣▄ŠWĢrŻ¼æ¬┐╝æ]ņoļŖ┐ńĮėĪóŽĄĮyĮėĄžĄ╚┤ļ╩®Ż¼╝░Ģrī¦│÷ņoļŖŻ¼▒▄├ŌĘeŠ█Ż¼ĮėĄžļŖūĶæ¬ąĪė┌4QŻ¼Ę└└ūįOėŗæ¬Ę¹║ŽGB 50057ĪóSH/T3038 Ą─ŽÓĻPęÄČ©Ż╗▒▄├Ō╣▄Ą└ųą┤µį┌ų▒ĮŪ║═╝ŌĮŪŻ¼£p╔┘ę“─”▓┴Č°ī¦ų┬Ą─ņoļŖĪŻ
2.6 ā×╗»╠Ä└ĒŽĄĮy
RTO ĀtįOėŗĢrī”ÅUÜŌ▀MąąÜŌ┴„ł÷║═¤ß┴„ł÷─ŻöMŻ¼ŲõųąÜŌ┴„ł÷─ŻöM┤_▒ŻRTO Ātā╚¤o╦└ĮŪŻ¼ÅUÜŌ─▄ē“Š∙ä“┴„Ģ│═©▀^Ż¼▒▄├ŌŠų▓┐═─┴„╗“ØŌČ╚▀^Ė▀Ż╗¤ß┴„ł÷─ŻöM┤_Č©╠š┤╔čb╠Ņ┴┐Ż¼▀xō±▀mę╦¤ß╗ž╩šą¦┬╩Ż¼▒▄├ŌRTO ĀtąŅ¤ß╩ę└õČ╦£žČ╚▀^Ė▀Ż¼£p╔┘░▓╚½ļ[╗╝ĪŻ
2.7 ā×╗»▀\ŠS┤ļ╩®
╠Ä└ĒŽĄĮy║Ž└Ēėąą¦Ą─▀\ŠS╩Ū▒ŻūCš²│ŻĘĆČ©▀\ąąĄ─▒žę¬Śl╝■Ż¼æ¬Č©Ų┌ī”╠Ä└ĒŽĄĮy▀Mąą³cÖzŠSą▐║═┼┼▓ķļ[╗╝Ż¼▒╚╚ń╝░Ģr┼┼│÷╩š╝»╣▄ŠWųąĄ─Ęeę║Ż¼▒▄├ŌĘeę║ųąĄ─VOCs į┘┤╬ō]░lų┴ÜŌŽÓŻ¼ī¦ų┬ÜŌŽÓųąØŌČ╚▀^Ė▀Ż╗┤_▒ŻŅA╠Ä└ĒįO╩®Ą─▀\ąąą¦┬╩Ż¼▒▄├ŌRTOĀtųą╠Ņ┴ŽČ┬╚¹Ż¼ę²░löÓ┴„įņ│╔░▓╚½ļ[╗╝ĪŻ
2.8 įOų├Ė„ŅÉ░▓╚½ŅAŠ»┤ļ╩®
╚╝┴Ž╣®ĮoŽĄĮyæ¬įOų├Ė▀Ą═ē║▒Żūo║═ą╣┬®ł¾Š»čbų├Ż╗ē║┐s┐šÜŌŽĄĮyæ¬įOų├Ą═ē║▒Żūo║═ł¾Š»čbų├Ż╗įOų├UPS éõė├ļŖį┤║═ē║┐s┐šÜŌā”ÜŌ╣▐Ż╗įOų├æ¬╝▒┼┼┐š╣▄Ą└Ż¼ć└Į¹┼cĖ▀£ž┼┼┐š╣▄Ą└╣▓ė├¤¤ćĶ┼┼Ę┼Ż╗╠Ä└ĒŽĄĮyæ¬įOų├░▓╚½āx▒ĒŽĄĮyŻ¼ī”’LÖCĪóķyķTĪó╚╝¤²Ų„ĪóĀt╠┼║═ÅUÜŌ╣▄Ą└Ą╚įOéõįO╩®Ą─ĻPµIģóöĄ▀MąąīŹĢr▒O┐ž║═┬ōµiŻ╗ĻPµIįOéõ░▓╚½āx▒ĒŽĄĮyæ¬▓╗Ą═ė┌SIL2 ś╦£╩įOėŗĪŻ
2.9 Øu▀M╗»┐ŲīWš{įć
RTO Ātš{įćĢr└Ē欎╚▀Mąą┐š▌dš{įćŻ¼┤²┐š▌dš{įćĘĆČ©║¾į┘ų▓ĮĮė╚ļĄ═ØŌČ╚ėąÖCÅUÜŌŻ¼╚ńŲ¾śI╬█╦«│ž╝ė╔w╩š╝»║¾ÅUÜŌĪó▄ćķgōQ’LÅUÜŌĄ╚Ż¼*ĮKį┘ų▓ĮĮė╚ļĖ▀ØŌČ╚ÅUÜŌĪŻ═¼Ģrī”öMĮė╚ļĖ▀ØŌČ╚ÅUÜŌĄ─┼┼Ę┼┴„┴┐Īó┼┼Ę┼ØŌČ╚▀MąąÖz£yŻ¼ųž³cĻPūóĘÕĢrØŌČ╚Ż¼ĘÕųĄØŌČ╚▓╗Ą├│¼Ė▀╗ņ║ŽÅUÜŌ▒¼š©Ž┬Ž▐Ą─25%ĪŻ
3. īŹļH░Ė└²Ęų╬÷
─│╗»╣żąąśIÅUÜŌ’L┴┐×ķ30000 m3/hŻ¼ÅUÜŌųą║¼ėą¹}╦ßĪóŅw┴Ż╬’║═VOCsŻ¼▓╔ė├ēAŽ┤+ Ė╔╩Į▀^×V+RTO ╠Ä└ĒŲ¾śI╗ņ║ŽÅUÜŌŻ¼RTO ×ķ╚²╩ęRTOŻ¼VOCs ▀MÜŌØŌČ╚×ķ1250mg/m3Ż¼ŠC║Žā¶╗»ą¦┬╩┐╔ęį▀_ĄĮ99%ĪŻ─┐Ū░ęč▀B└mĘĆČ©▀\ąą5 ─ĻŻ¼įō╠Ä└ĒŽĄĮyĄ─░▓╚½┐žųŲ┤ļ╩®įöęŖŽ┬▒ĒĪŻ
4. ĮYšZ




